
Turinys
- Mechanikos inžinerijos kalba
- Pagrindinis „Die Die“ projektavimo ir sudarymo terminologija
- Štampavimo presas
- Paspauskite smūgį
- Die dydis
- Liejiniai
- Die Die
- Frezavimas ir apdirbimas
- Pagrindinis dizainas
- Tuščias piešinys
- „Trim Die“
- Apdailos plienai
- Auskarų vėrimo įranga
- „Die Cam“
- Klausimai ir atsakymai
Jasonas Marovichas 1990–2005 m. Dirbo automobilių projektuotoju ir CAD operatoriumi automobilių inžinerijos srityje.

Mechanikos inžinerijos kalba
Metalų štampavimo pramonėje yra sukurta tam tikra pseudo kalba. Nesuprantama, kaip gaminamos metalo lakštinės dalys, klausymasis, kai kas nors kalba apie tai, gali būti panašus į klausymąsi kalbant užsienio kalba.
Šis vadovas buvo parašytas siekiant padėti tiems, kurie nori sužinoti, apie ką kalba inžinieriai ir gamyklos darbuotojai, kai jie diskutuoja apie lakštinio metalo štampavimą ir mašinas, kurios atlieka štampavimo, formavimo, apipjaustymo, flanšavimo, auskarų vėrimo ir pertvarkymo procesus.
Die inžinerija yra vienas iš tų amatų, kuriuos suprasti reikia daugelį metų. Bent jau neapdorotos metalurgijos, slėgio sistemų, plieno apdirbimo ir geležies liejimo žinios yra visi įrankiai, kuriuos turi dizaineriai ir statybininkai.
Kompiuterinės technologijos nespecialistams suteikė galimybę pamatyti erdvinius štampavimo presų ir štampų modelius. Šios virtualaus projektavimo programos yra labai svarbios, kad kiti galėtų stebėti įvairius jos kūrimo ir konstravimo etapus. Bet jei neturite supratimo, kokius komponentus žiūrite ar kokiu tikslu jie naudojasi, jums kils sunkumų sekant mašinos paaiškinimus vien todėl, kad tiek daug mechanikos inžinerijoje naudojamų pavadinimų ir žodžių nėra žinomi. asmuo, kuris nėra ilgai veikęs metalų štampavimo pramonėje.
Norėdami sužinoti apie pagrindinius metalo lakštų štampavimo įvadus automobilių pramonėje, skaitykite „Štampavimo štampai: pagrindinis metalo štampavimo štampų paaiškinimas"Šis vadovas yra skirtas padėti žmonėms suprasti pagrindines sąvokas, kaip automobilių detalės, pagamintos iš lakštinio metalo, eina nuo koncepcijos prie gamybos ir yra šio straipsnio šviečiamasis vedlys.
Pagrindinis „Die Die“ projektavimo ir sudarymo terminologija
Šie terminai yra naudingumo tvarka; jie įsakomi padėti tiems, kurie nėra susipažinę su mechaninių štampų tipais ir jų naudojimu kaip įrankiais štampuotoms metalinėms dalims gaminti.
Štampavimo presas
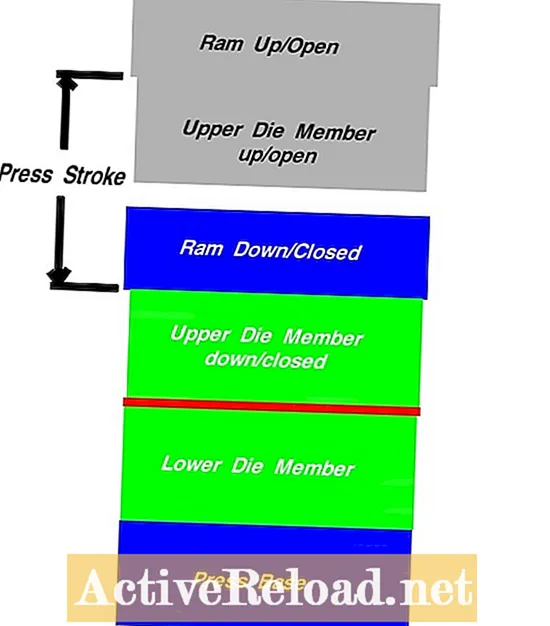
Tai mašina, prie kurios tvirtinamas gatavas štampų rinkinys. Preso apačia arba pagrindas yra nejudantis. Viršutinis avinas keliauja aukštyn ir žemyn ir suteikia slėgį, reikalingą metalinei daliai suformuoti arba laikyti ant apatinės matricos pusės, pritvirtintos prie nejudančios pagrindo. Viršutinis štangos elementas yra pritvirtintas prie avino, taigi kartu su juo keliauja aukštyn ir žemyn.
Paspauskite smūgį
Preso stūmoklis eina žemyn, kol viršutinis štangos elementas uždaromas ant apatinio štangos elemento. Tada avinas grįžta į viršų, atidarydamas štampą ir leidęs nuimti gatavą dalį. Tada į štampą dedamas naujas ruošinys. Kiekvienas aukštyn ir žemyn ciklas atliekamas pagal tas pačias specifikacijas, priklausomai nuo preso tipo. Atstumas, kurį avinas nuvažiuoja aukštyn arba žemyn, yra spaudos smūgis.
Didesni presai paprastai turi didesnį atstumą. Kitas svarbus spaudimo smūgio veiksnys yra smūgiai per minutę. Skirtingi presai turi skirtingus greičio svyravimus, o prieš pradedant darbą su štampeliais, kurie bus pritvirtinti prie preso vežimėlio ir stūmoklio, kruopščiai atsižvelgiama į du veiksnius, paspaudimo atstumą ir paspaudimus per minutę.
Die dydis
Šie matmenys paprastai reiškia viršutinę ir apatinę plokštes - likę štampo komponentai yra pritvirtinti. Tai arba iš plieno pagaminti štampų rinkiniai, arba ketaus batai. Geležis yra pigesnė už plieną, taigi, jei reikia didelio matricos, daugiau nei tikėtina, kad ji bus pagaminta iš geležies. Mažesni štampų rinkiniai yra pagaminti iš plieno ir dažnai parduodami kaip pilni štampų rinkiniai su numatytais kaiščiais ir tvirtinimo angomis arba skylėmis. Štampo matmenys apima bendrą (o.a.) štangos dydį ir štampo rinkinio dydį. Jei viršutiniai geležiniai batai yra 50 mm storio, 1200 mm ilgio ir 800 mm ilgio, matmenys atrodytų taip: 50 x 1200 x 800. Liejamus štampus galima lengvai suprojektuoti bet kokio dydžio, o plieninių štampų rinkinius parduodame įvairių dydžių, pasirinkdami teisingas kartais gali įrodyti iššūkį.
Liejiniai
Priėmus sprendimą projektuoti štampą iš geležies, štangos dalys vadinamos liejiniais. Tai neapima standartinių gaminių, tokių kaip štampavimo angos ar apsauginiai blokai, kurie paprastai yra pagaminti iš plieno. Geležies liejiniai yra nebaigtas metalas, kurį galima apdirbti įvairiose vietose, kur reikalingas švarus paviršius (t. Y. Tvirtinimo paviršius).
Kuriant liejinius, inžinierius turi atsižvelgti į svorį, sienos stiprumą, šerdies dydį ir kainą. Patvirtinus liejimo projektą, jis ištraukiamas arba atskiriamas nuo bendro dizaino ir jam suteikiama savo kompiuterio byla. Ši byla siunčiama į liejyklą, kur geležis pilama tiksliai atsižvelgiant į projekto šaltinio nurodytas specifikacijas. Kai lygintuvas atvės, erdvinis dizainas yra paruoštas tolesniam mašinistų darbui.
Die Die
Paprastai tai yra liejiniai, ištraukti iš bendro dizaino, kaip aprašyta aukščiau. Bet jie gali apimti plieno komponentus. Kai piešinys ar 3D modelis padės statybininkams geriau pamatyti ar suprasti projektą, statybų įmonė gali paprašyti atskirų sluoksnių ar failų, kurie leistų atskirai pažvelgti į bet kurį pagrindinį štampų komponentą. Pavyzdžiui, viršutinė štangos padėkliukas būtų nulietas ir apdirbtas iš medžiagos (dildės, brėžiniai), kuri ją rodytų ne tik tada, kai ji buvo nustatyta štampe, bet ir atskirai.
Frezavimas ir apdirbimas
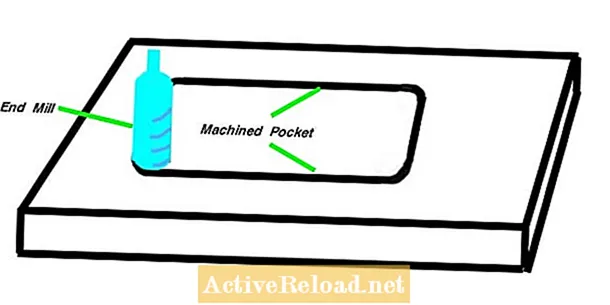
Paviršiaus apdailos veiksmas vadinamas apdirbimu. Tai dažnai atliekama verpimo metalo freza, vadinama malūnu. Malūnėliai gali būti naudojami kišenėms supjaustyti į geležį arba plieną, sukurti galutinius paviršius pagal griežtas specifikacijas ir sekti kompiuterio programuotus kelius, leidžiančius kelias valandas be sustojimo apdoroti didelius paviršius.
Aukščiau pateiktame paveikslėlyje atkreipkite dėmesį į užapvalintus apdorojamos kišenės kampus. Kampai bus suapvalinti tuo pačiu spinduliu, kaip ir pjovimo staklės, nebent yra pjovimo takas, kad pjovimo takas būtų netrukdomas jį nuėmus ar pereinant prie kito veiksmo. Šie įrankiai negali padaryti kvadratinių kampų, tačiau yra vielos deginimo įrankių ir kitų galimybių tai padaryti.
Pagrindinis dizainas
Tai reiškia praktiką, kurią projektavimo inžinieriai naudoja metalui apšviesti. Tai yra, kietasis geležies blokas gali būti šerdies (palengvintas pašalinant dalį geležies), jei tai nepakenks geležies stiprumui štangos viduje. Du pranašumai suprojektuojant štampą su protingu pagrindiniu planu (daug kartų pagal standarto, kurį pateikia dalis paprašiusi įmonė, standartus) yra geležies sąnaudų efektyvumas ir štampo svorio jautrumas.
Tuščias piešinys
Tai yra operacija, kurią atlieka piešimo miršta. Šie štampai paprastai yra pirmas arba antras štampas bet kurioje štampų serijoje. Neformuotas lakštinio metalo ruošinys įdedamas į štampą ir suformuojamas pagal specifikacijų, nurodytų detalių duomenų byloje, specifikacijas. Lygiosios štampai naudoja slėgį metalui formuoti. Plūduriuojanti apatinė trinkelė, kurią maitina žemiau esanti slėgio sistema, yra neatskiriama bet kurios traukimo formos dalis.Ši trinkelė gali būti naudojama formuojant metalą prie viršutinio skylamušio arba gali būti naudojama kaip „žiedas“ metalui suimti, kai perforatorius nusileidžia ir suformuoja jį.
„Trim Die“
Šio tipo štampai yra skirti sutelkti dėmesį į nepageidaujamo metalo nupjovimą nuo detalės. Apdailos štampai gali būti naudojami norint išpjauti dideles skylutes, pavyzdžiui, langų angas. Apipjaustymas iki baigtos apdailos linijos kartais atliekamas su daugiau nei vienu apdailos štampu. Dizaineriai padarys viską, kad visos pagrindinės karpymo operacijos būtų atliktos vienu štampu, tačiau kartais tai tiesiog neįmanoma.
Yra trys pagrindiniai apdailos tipai:
- Grubus apipjaustymas: Medžiagos iškirpimas, kad gautumėte efektyvumą ar prieigą prie kitos operacijos, paskutinės apdailos.
- Galutinis kirpimas: Tai operacija, kai detalė yra apipjaustyta iki galutinės formos.
- Vidaus apdaila: Paprastai tai yra daugiau reikalaujantis apdailos plieno išdėstymo plano, tai yra angų, esančių galutinės apdailos linijos viduje, apipjaustymas.
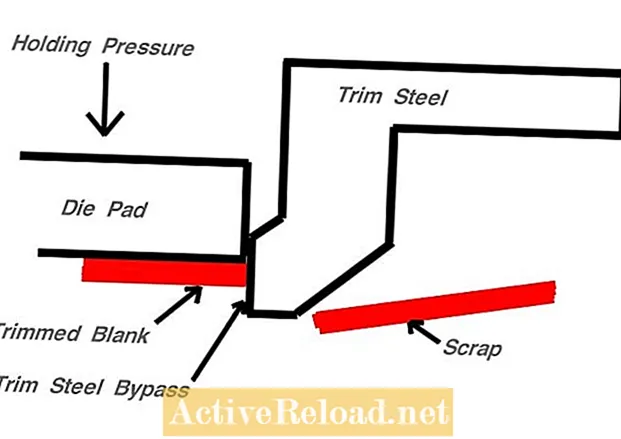
Apdailos plienai
Šie valdomi plieniniai komponentai turi tvirtinimo paviršių ir apdailos ašmenis. Ašmenys, pritvirtinti ant viršutinio štangos ar kumštelio, veikia kaip žirklių viršus. Nusileidę ant metalo, jie susitinka su apatiniu plienu, kuris veikia kaip žirklių apatinis žandikaulis. Plienas šiek tiek įvedamas į metalą, pakankamai apeinant jo metalo storį. Metalo lakštai, kurie po apipjaustymo nukrenta nuo apdailos linijos, vadinami laužu.
Auskarų vėrimo įranga
Kai skydelyje reikalingos mažesnės angos, pavyzdžiui, apvalios ar kvadratinės skylės, naudojamas štampo perforatorius (sumontuotas štampų laikiklyje, kuris savo ruožtu yra pritvirtintas prie uždarymo formos paviršiaus). Šiuos grūdinto plieno štampus galima pagaląsti, kad vienas štampas išgyventų visą štampavimo procedūrą, kartais keliasdešimt tūkstančių smūgių. Auskarų vėrimo įranga paprastai reiškia vyrišką perforatorių, moterišką štampavimo mygtuką ir tvirtinimo fiksatorius.
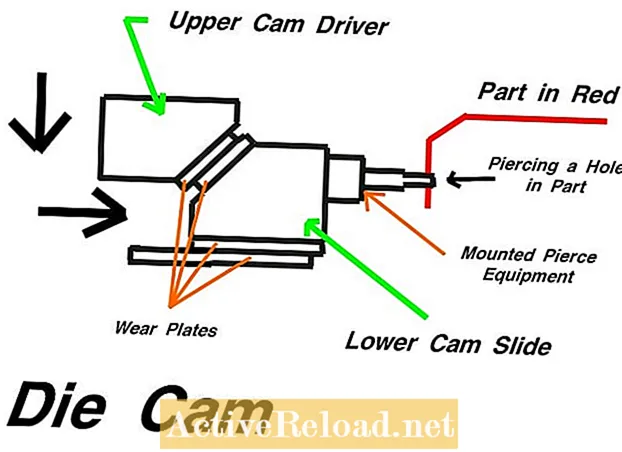
„Die Cam“
Tai yra mechaninis įtaisas (žr. toliau pateiktą schemą), leidžiančią štampo operaciją atlikti kitaip nei tiesiai aukštyn ir žemyn. Kampinis paviršius gali būti apdirbtas ant štangos paviršiaus, kad tilptų kumštelio slydimas - kumštelio pusė, kuri iš tikrųjų gali judėti horizontaliau. Kumštelio vairuotojo kampinis paviršius užsidaro ant kumštelio stiklelio kampinio paviršiaus, todėl apatinė pusė slenka tam tikra kryptimi. Pavyzdžiui, kumštelį, pritvirtintą ant kumštelio slydimo paviršiaus, kumštelio vairuotojas gali paspausti į priekį taip, kad jis horizontaliai išmuštų skylę į lakštinį metalą.
Akivaizdu, kad tie, kurie domisi štampų dizainu, mokosi pažangesnių štampų procesų, jiems bus taikoma vis daugiau ir daugiau naujų terminologijų. Kadangi detalių gamybai reikia įsitraukti tiek daug skirtingų amatų žmonių, ambicingesniems žmonėms yra galimybė išmokti ne tik žodyno savo srityje, bet ir kiekviename papildomame procese.
Gerai suapvalintas gamybos inžinierius supras, kokią kelionę skardos ruošinys pasiekia gatavą produktą. Mašinos, pagamintos šioms dalims gaminti, praeina procesą, kuris yra toks pat vertingas inžinieriui, kuris nori kalbėtis apie detalių gamybą visais lygmenimis.
Šis straipsnis yra tikslus ir tikras, kiek autorius žino. Turinys skirtas tik informaciniams ar pramoginiams tikslams ir nepakeičia asmeninių ar profesionalių patarimų verslo, finansų, teisiniais ar techniniais klausimais.
Klausimai ir atsakymai
Klausimas: Kas yra „Jalicoal“ laikytojas? Neįsivaizduoju, kaip tai užrašyti. Jollicko?
Atsakymas: Bendrovės pavadinimas - Jolico. Jų laikiklių blokus galite rasti ir užsisakyti jų standartų knygoje.

